


3D画像検査とは|速度と精度を両立させるインライン外観検査への活用
3D画像検査では対象物の3次元データと画像処理を用いて形状計測や欠陥検出を行います。
様々な項目の検査が必要とされる外観検査では、欠陥の種類・特徴ごとに照明やカメラの撮影条件を変える必要がありました。
2Dと3D画像検査を組み合わせることで、難易度の高い外観検査を高速に行い、インライン検査に対応します。
1.3D画像検査とは
3D画像検査とは対象物の3次元データから高さ画像を取得し、画像処理を使用して形状やサイズなどの情報を可視化する検査技術です。
3D画像検査は、工場の自動化における品質保証のための検査手法として利用されています。
3D画像検査を用いることで、非接触で部品の形状やサイズを正確に測定し、対象物の表面上に見られる打痕や異物などの欠陥を検出することができます。
3D画像検査では「高さ画像」に対して画像処理を行います。高さ画像とは、高さの度合いを輝度値で表現した画像のことです。明るいほど高さが高く、暗いほど高さが低いことを示しています。
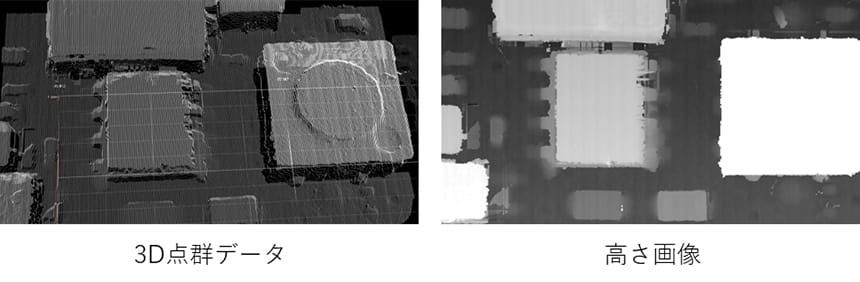
3Dセンサーで取得したデータは3D点群形式で取得されます。
3D点群とは、3D空間上の点の集合データのことで各計測点がX,Y,Zの位置座標で表現されます。
これに対し、高さ画像は3D空間で特定の方向から見た各点の高さを表し、2次元座標系で3D点群データよりも簡単に表現することができます。
3D画像検査に高さ画像を利用することで、2D画像では表現しきれない正確な凹凸情報を扱うことができます。また3D点群データのままでは重く複雑な演算もシンプルな処理に置き換えることができ、速度が求められるインライン検査にも適用可能です。
3D画像検査は製品の品質検査の他、寸法計測、組立の確認など様々な用途に活用できます。
本ページはその中でも画像処理による自動化の効果が高い「外観検査」に着目してその特徴を紹介します。
2.2次元的な外観検査の課題と3D画像検査の活用
2-1.2D画像検査と3D画像検査
2D画像検査では対象物の輝度変化をそのままカメラで撮影した2D画像を使用します。
表面上のキズや異物を検出したい場合、2Dの画像検査では照明を当てることで欠陥と周囲の表面が異なる輝度で映るように撮影します。
照明をあてて明るく映ったところは高い輝度で、影になるところは低い輝度で取得されます。
またカラーカメラを使用し、RGBの3ch画像を撮影することで色味の変化を捉えることも可能です。
3D画像検査では高さの度合いを輝度で表現した高さ画像を使用します。
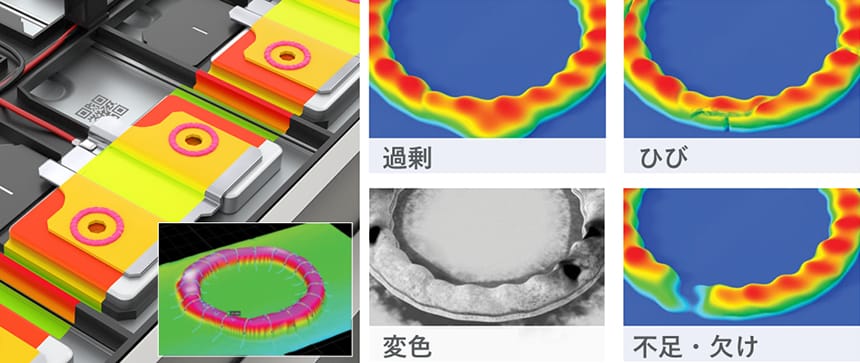
高さ画像ではキズや打痕などの凹み欠陥は周囲より暗く取得されます。逆に異物や突起などの凸は周囲より明るく取得されます。
「外観検査」の検査項目は複数設定されることが多く、指定された全ての検査項目をパスする必要があります。
また欠陥の種類は多岐にわたり、変色や汚れなど色や明るさの違いから判断できるものもあれば、キズや異物など凹凸の変化として表れる欠陥もあります。
他にも検査対象物によっては位置ずれ、形状異常、寸法不良など様々な項目の検査が必要です。
2D画像検査と3D画像検査ではそれぞれ得意とする項目が異なります。
汚れや変色などは2D画像検査が適している一方で、凹凸欠陥や形状変形は3D画像検査が得意とする項目です。
| 2D画像検査が得意とする項目 | 3D画像検査が得意とする項目 |
|---|---|
|
|
キズや異物などの凹凸欠陥でも照明の種類やあて方を工夫することで、多くの場合は2D画像でも外観検査が可能です。
しかし、次項に挙げるように2D画像では対応が難しいケースがあります。
2-2.外観検査における3D画像検査の活用
以下に挙げるようなケースでは2D画像では判別が難しく、3D画像検査を利用することで正確に検査を行うことができます。
緩やかな凹みを検出したいケース
表面上のキズや打痕を検出したい場合、2D画像検査では通常照明を当てて欠陥と周囲の表面が異なる輝度で映るように撮影します。
例えば同軸落射照明を使用すると打痕など凹み部分の斜面は正反射光を得られなくなり暗く映ります。またはローアングル照明で斜めから照射することで凹みがある箇所だけ強く反射させて周囲表面より明るく映すことができます。
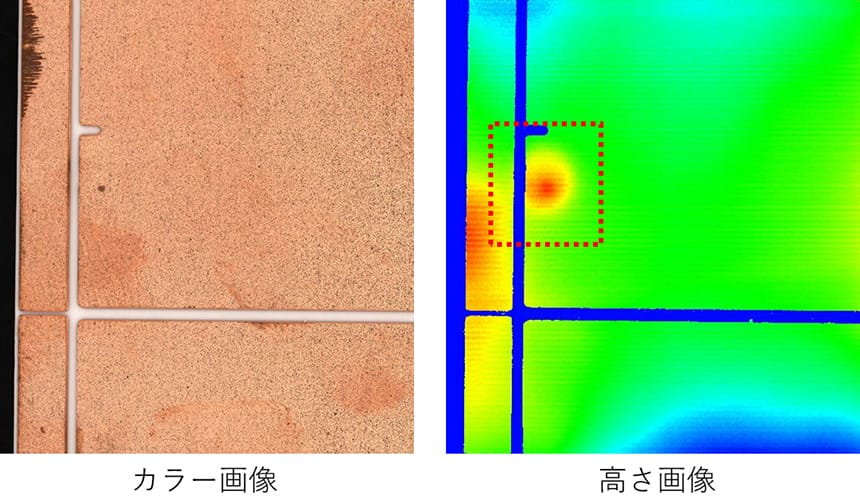
しかし、その凹みが緩やかで角度変化がほとんどない場合、2Dで照明を工夫するだけでは欠陥を捉えることができません。
3D画像検査では対象物の高さを正確に測ることができるので、緩やかな凹みであっても周囲よりどれだけ低いかを数値で判断できます。
周囲の模様やノイズが映りこんでしまうケース
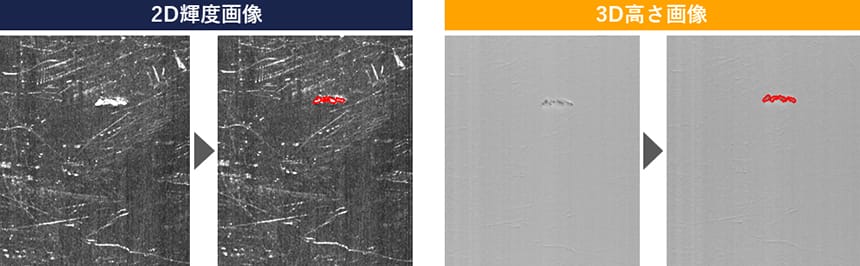
2D画像検査では、前述のように照明を工夫することで欠陥と周囲表面とで輝度差が出るように撮影します。しかし、切削面や研磨面などには極細い線キズの素地模様が無数に見られることがあります。このような素地模様はほとんど高低差がないため欠陥ではありません。しかし、2D画像では素地模様と実際のキズを区別することができず過検出が多発してしまいます。
3D画像検査ではキズの深さを計測できるため、素地模様とキズ欠陥を明確に区別することができます。
他にも木目素材の表面やプリントされた食品パッケージの外観検査でも、3D画像検査なら素地模様に影響されずに検査が可能です。
欠陥の深さに応じて良/不良を定量的に判別したいケース
製品によっては表面上の凹みは良品と判断したいが異物などの凸は不良と判断したいケースがあります。
例えば別の部品と組み合わせるような製品で、凸欠陥があるともう一方の部品との間にすき間ができてしまい、それが製品不良につながるような場合です。
2D画像検査では打痕や異物が検出できても、それが凹んでいるか飛び出ているかまでは正確に判断できません。
3D画像検査では欠陥の有無と同時に高さ情報が得られます。それにより、検査品質を改善すると同時に、過検出を減らすことで生産性を向上させることができます。

3.3D画像検査の画像処理プログラム
3D画像検査は2Dと比較して画像処理プログラムが難しいと思われがちです。
しかし実際には3D画像検査の方が簡易で少ないステップ数で画像処理プログラムを構築できるケースが多くあります。
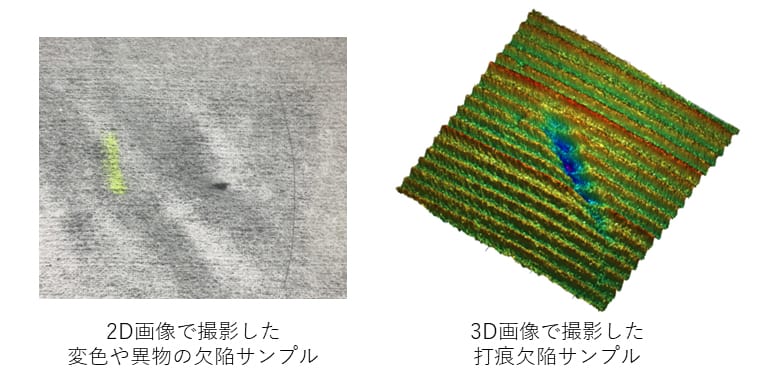
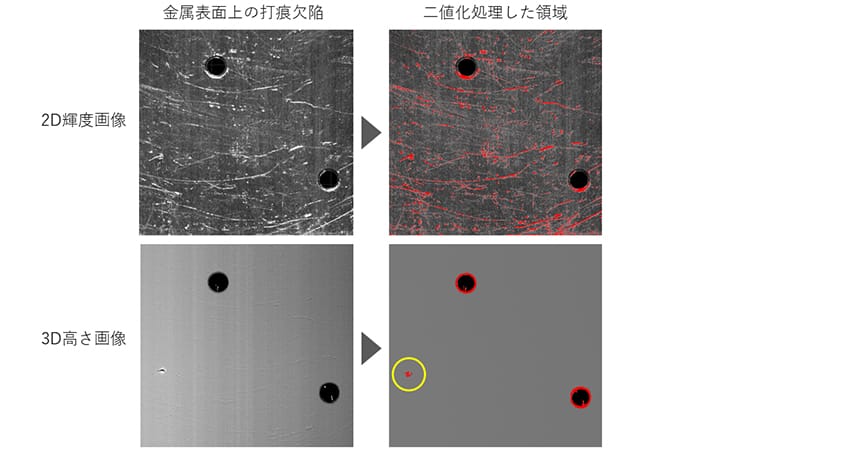
例えば下記のような平らな金属表面に見られる打痕を検出するケースを考えます。
2Dカメラ、3Dセンサーでそれぞれ欠陥を撮影します。
2D画像では欠陥は周囲より白っぽく映っていますが、金属表面の加工痕なども同じように白色で映りこんでいます。
3D画像検査に用いる高さ画像では欠陥が周囲より暗く映っています。凹凸のみを表現しているので周囲の細かいノイズはほとんど映っていません。
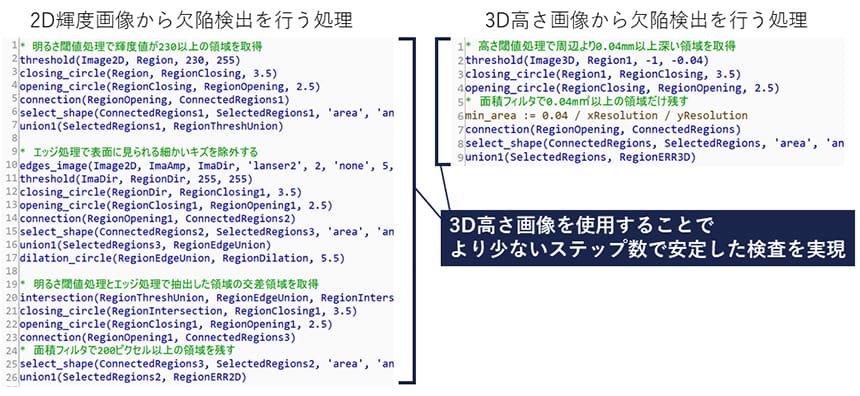
ここで2D画像の画像処理を考えた場合、単純な閾値処理では周囲のノイズも拾ってしまうためノイズを除去するための工夫が必要です。
欠陥の候補領域を取得した後、面積フィルタだけでは周囲の模様が過検出となってしまうため欠陥の形状などから絞り込む必要があります。
3D画像検査では輝度の閾値処理がそのまま高さの閾値処理になります。多くの3Dセンサーでは高さ画像の輝度値がmmやμm単位で表現されています。
例えば周囲より高さが0.5mm深い領域を取得したい場合、単純に周囲の輝度値より0.5小さい値で二値化処理をするだけで欠陥候補領域を取得することができます。
4.3D画像検査に最適な3Dセンサー
3D画像検査を行うには解像度の高い高さ画像が必要です。
3Dセンサーは一般的にX解像度よりZ解像度の方が細かいので、外観検査ではX解像度を基準に目的の欠陥検出が可能なセンサーを選定します。
ここで、打痕や異物などの凹凸は高さ画像が活躍しますが、汚れや変色など高さには表れない明暗で確認できる欠陥検出には2D画像が適しています。
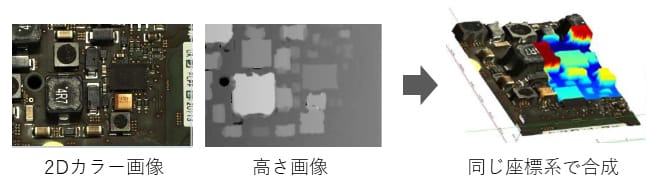
その場合、2Dカメラと3Dセンサーの両方が必要と思われますが、3Dセンサーには高さ画像と同時に2D画像を撮影できるものも多く存在します。
以下に紹介する3Dセンサー(Gocator、3DPIXA、heliInspect)はいずれも高さ画像と2D画像(輝度画像)の両方を同時に取得できます。
また、これらの2D画像は高さ画像と同じXY座標系で出力されるため、高さ画像と輝度画像を組み合わせた画像検査を行うことも可能です。
以下に3D画像検査に最適な3Dセンサーを計測手法別に紹介します。
Allied Vision Konstanz 社 3DPIXA
高速カラーラインセンサーによるステレオラインスキャン方式の3Dセンサーです。
非常に高速かつ高解像度の高さ画像を撮影すると同時に、鮮明なカラー画像も撮影することができ、凹凸検査とカラー検査の両方に対応します。
カメラ・レンズの組合せでμmレベルの高さ計測から最大視野幅4mを超える超ワイドレンジの機種まで展開しています。

3Dラインスキャンカメラ 3DPIXA
製品の詳細についてはこちらをご覧ください。
heliotis社 heliInspect
nmレベルの超高精度高さ画像が撮影可能な白色干渉方式の3Dエリアセンサーです。
従来白色干渉計は計測に時間がかかるため研究用途に多く利用されてきましたが、heliInspectは数100ミリ秒で高さ画像が撮影できます。速度が求められるインライン検査にも利用可能です。

超高精度 3Dエリアセンサー heliInspect
製品の詳細についてはこちらをご覧ください。
LMI Technlogies社 Gocator
サブミクロンレベルの高さ計測ができる共焦点ラインセンサーや最大視野幅2mの光切断プロファイルセンサーまで幅広いラインナップを揃え、あらゆるシーンの3D画像検査を実現します。
センサー本体に計測ツールを内蔵しており、別途画像処理プログラムを開発することなく外観検査システムが構築できます。

3Dスマートセンサー Gocatorシリーズ
製品の詳細についてはこちらをご覧ください。